
Getriebefette mit Festschmierstoffanteil
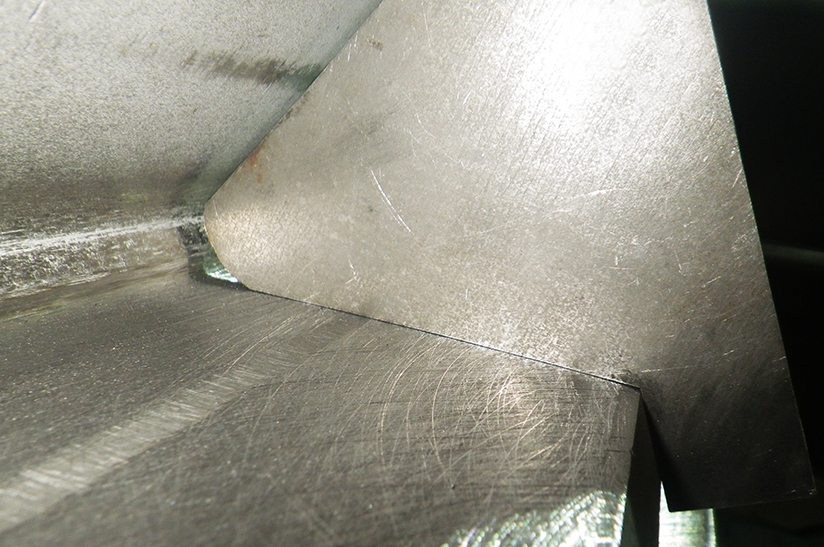
Diese Schmierstoffe für offene Getriebe sind seifenverdickt und enthalten mineralische oder teilsynthetische Grundöle sowie Festschmierstoffe. Sie ermöglichen in den unterschiedlichsten weltweit anzutreffenden Umgebungen zuverlässigen Betrieb. Ein weiterer Vorteil liegt darin, dass man das Tragbild leicht in Kontrast zum Zahnradwerkstoff sichtbar machen kann. Flankenflächen nehmen häufig durch verschiedene Ursachen Schaden, was zu einem unausgeglichenen Tragbild führen kann. Um Stillständen vorzubeugen, hat Klüber Lubrication eine Lösung zur Reparatur der Getriebe während fortgesetzten Volllastbetriebs entwickelt. Aufbereitungsschmierstoffe dienen zur Aufarbeitung der Zahnflanken (Abb. 4). Mit ihnen werden Rauigkeitsspitzen, Kratzer und Fressmarken schrittweise und gleichmäßig entfernt und somit das Tragbild verbessert und Lastspitzen vermieden. Auch Pitting und plastische Verformungen können bis zu einem gewissen Grad eingeebnet werden.
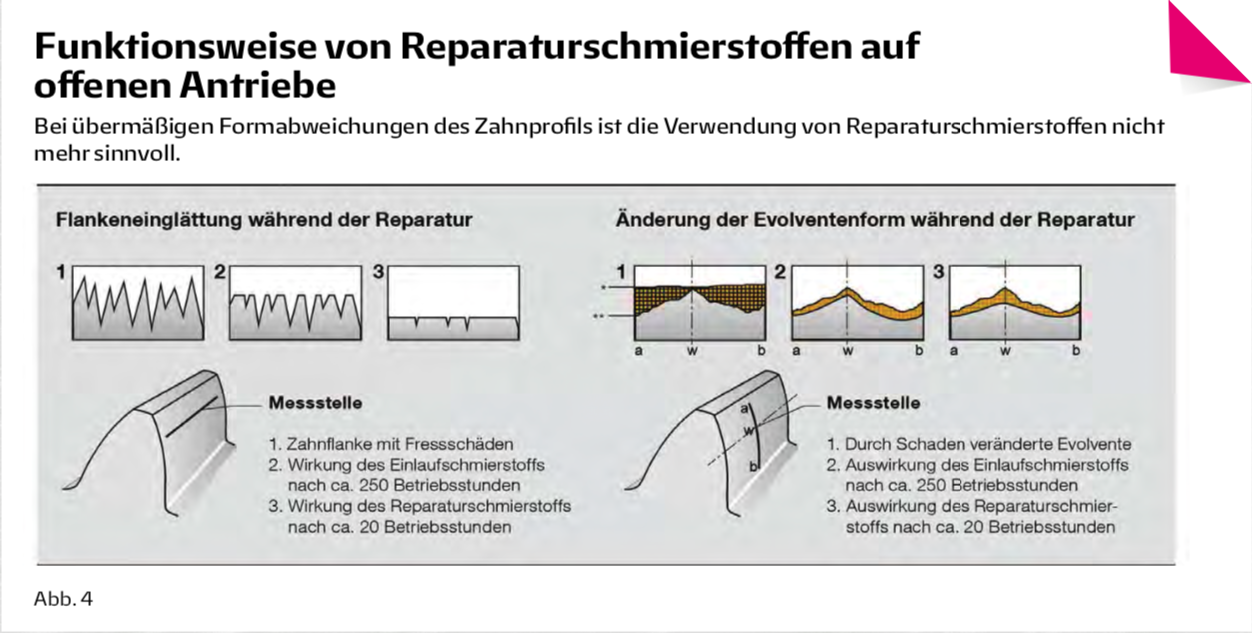
Abbildung 4
Sind allerdings die Schäden an den Zahnflanken zu ausgeprägt, so ist chemisches Einglätten häufig nicht mehr ausreichend. Stattdessen ist mechanische Bearbeitung zur Wiederherstellung des ursprünglichen Evolventenprofils und eines korrekten Verzahnungszustands erforderlich, da sich sonst Last- und Schmierstoffverteilung sowie der Schmierstoffumlauf verschlechtern. Ein solcher Zustand tritt beispielsweise auf, wenn die Formabweichungen des Zahnprofils, die Schwingungen und/oder das Temperaturgefälle zwischen der Festlager- und Loslagerseite, am Ritzel und/oder am Zahnkranz ein bestimmtes Maß überschreiten. In solch kritischen Situationen bleibt als eine von wenigen praktikablen Optionen die Neuprofilierung.
Neuprofilierung von Zahnkranzantrieben
Man kann die Verschleißrate und die Lebensdauer eines offenen Getriebes zwar beeinflussen, aber letztlich ist mechanischer Verschleiß nicht zu verhindern. Im Laufe der Jahre kommt es durch den Kontakt der metallischen Flächen im Eingriff zu fortwährendem Verschleiß. Die Zahnprofile werden langsam verformt und jeder Zahn weist ähnliche Verschleißmerkmale auf. Der Verschleiß an Ritzel und Zahnkranz tritt immer in folgender Form auf: Kerbe am Zahnfuß des Ritzels, Vertiefung unterhalb des Wälzkreises und Buckel am Zahnkopf oberhalb des Wälzkreises.
Solche Verformungen verändert die Bedingungen im Eingriff und das Tragbild. Erreicht der Verschleiß ein kritisches Niveau, stellt man auch Folgendes fest: unzulässig hohe Schwingungen und ohne Gegenmaßnahmen in einigen Fällen das Auftreten von Ermüdungsrissen, dadurch Gefahr des Zahnbruchs. Der Austausch oder das Wenden (wo überhaupt möglich) von schadhaften Zahnrädern ist jedoch nicht die einzige Option. Die als „Neuprofilierung“ bezeichnete Maßnahme bietet eine alternative Lösung (unter Voraussetzung ausreichender Restmaterialstärke), die schneller und deutlich kostengünstiger umzusetzen ist als ein Austausch oder Wenden der Zahnräder.
Verfahren ohne Demontage
In den letzten 20 Jahren hat Novexa ein einzigartiges Verfahren entwickelt, mit dessen Hilfe das Original-Evolventenprofil innerhalb weniger Tage und ohne Demontage des Antriebs auf 0,07 mm Genauigkeit wiederhergestellt werden kann. Dieses Bearbeitungsverfahren ist besonders bei Austausch des Ritzels für einen von Verschleiß gekennzeichneten Zahnkranz zu empfehlen. Häufig berücksichtigen Kunden bei Austausch des Ritzels den Verschleißzustand des Zahnkranzes nicht. Läuft der Antrieb in solchen Fällen dann wieder an, so sind die Bedingungen im Eingriff äußerst gestört, und das Tragbild ist aufgrund der nicht zusammenpassenden Profile des neuen Ritzels und des vom Verschleiß gekennzeichneten Zahnkranzes sehr schlecht. Oft kommt es dann während des Betriebs zu starken Schwingungen und plötzlichen Stoßbelastungen (besonders bei Anlagen mit höherer Drehzahl). Solange die Profile von Ritzel und Zahnkranz nicht zusammenpassen, bleiben die Schwingungen bestehen. Die Verschleißrate am Ritzel wird sich drastisch erhöhen, bis sein Verschleiß dem des Zahnkranzes entspricht und die beiden Profile zusammenpassen.
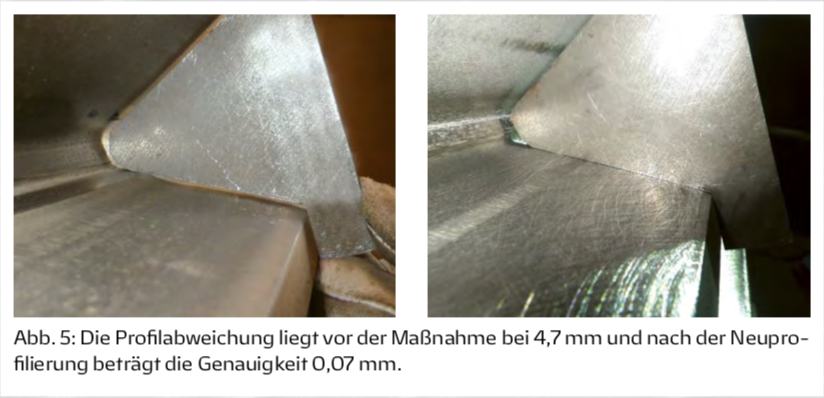 Der Verschleißzustand des Ritzels ist dann allerdings wieder nahezu wie vor dem Austausch, und der Kunde steht wieder vor den gleichen Problemen wie vorher. In manchen Fällen, wenn der maximale Verschleiß am Antrieb 0,5 % des Moduls nicht übersteigt (d.h. 0,15 mm für ein Modul von 30), kann ein chemischer Einfahrprozess mit Hilfe eines Einfahrschmierstoffs durchgeführt werden. Andernfalls kann das perfekte Evolventenprofil und somit eine nachhaltige Problemlösung nur durch ein mechanisches Neuprofilierungsverfahren wiederhergestellt werden (Abb. 5). Nach Neuprofilierung und erneuter Ausrichtung des Antriebs gilt es, durch optimale Schmierung und ständige Fernüberwachung bestmögliche Bedingungen im Eingriff aufrecht zu erhalten, um so über viele Jahre optimalen Betrieb zu ermöglichen
Der Verschleißzustand des Ritzels ist dann allerdings wieder nahezu wie vor dem Austausch, und der Kunde steht wieder vor den gleichen Problemen wie vorher. In manchen Fällen, wenn der maximale Verschleiß am Antrieb 0,5 % des Moduls nicht übersteigt (d.h. 0,15 mm für ein Modul von 30), kann ein chemischer Einfahrprozess mit Hilfe eines Einfahrschmierstoffs durchgeführt werden. Andernfalls kann das perfekte Evolventenprofil und somit eine nachhaltige Problemlösung nur durch ein mechanisches Neuprofilierungsverfahren wiederhergestellt werden (Abb. 5). Nach Neuprofilierung und erneuter Ausrichtung des Antriebs gilt es, durch optimale Schmierung und ständige Fernüberwachung bestmögliche Bedingungen im Eingriff aufrecht zu erhalten, um so über viele Jahre optimalen Betrieb zu ermöglichen
Monetäre Vorteile
Der gemeinsam von Klüber Lubrication, Novexa und Dalog entwickelte ganzheitliche Ansatz für das Instandhaltungsmanagement lässt sich auch für die Bilanzen von Stahlerzeugern und Metallbearbeiter durchrechnen. Durch sinnvolle Kombination der Elemente Maschinenüberwachung, Inspektionen, Aufbereitungsschmierung und Neuprofilierung können Kosten gesenkt, die Effizienz in der Instandhaltung gesteigert und somit die Erreichung von Nachhaltigkeitszielen unterstützt werden. Hinsichtlich Produktionskosten kann mit der richtigen Schmierung eine Energieeinsparung von über 3 Prozent realisiert und durch die Verwendung von Big-Data-Algorithmen auch dargestellt werden. Eine langfristige Senkung des Schmierstoffverbrauchs von über 50 Prozent gegenüber konventionellen Schmierstoffen ist ohne Schadensrisiko für den Antrieb möglich. Fernüberwachung und Inspektionen vor Ort sorgen bei den Instandhaltungskosten für Transparenz und Planbarkeit bezüglich des Antriebszustands. Das System weist frühzeitig auf notwendige Inspektionen, Reparaturen, Neuprofilierung oder Austausch hin, so dass kostspielige Notfallmaßnahmen nicht erforderlich werden. Es bietet auch weitreichende Möglichkeiten der Automation, z.B. durch zustandsabhängige Schmieranlagen.
Zusammenfassung
Die Kosten eines unerwarteten Stillstands liegen je nach Anlage und Betrieb noch im sechsstelligen, oft aber auch schon im siebenstelligen Bereich. Das umfasst die Kosten für einen Zahnradaustausch (Beschaffungs- und Einbaukosten), den Produktionsausfall (Vorlaufzeit bis zum Einbau des neuen Antriebs) und diverse zusätzliche Aspekte wie Arbeitskosten und externe Kosten. „Kreislauf-Instandhaltungsmanagement“ ist da ein ganzheitlicher Ansatz, um Drehrohranlagen ohne das Risiko plötzlicher Stillstände dauerhaft und transparent mit größtmöglichem Nutzen zu betreiben. Neben dem langfristigen Gewinn an Anlagenleistung bietet diese Lösung großes Einsparpotenzial, so dass sich die Investition schnell lohnt.
Weitere Beiträge zum Thema Instandhaltung finden Sie > hier.





