

Coated furnace rolls of continuous annealing and galvanizing lines suffer mainly from pick-ups that effects product quality. This issue has become more critical with the automotive industry demands for the development of ever more high-strength, high-ductility steel grades characterized by high manganese and silicon contents and when adopting higher line speeds needed to increase the productivity. In this study improved coating solutions for soaking and overageing zones are proposed and compared to currently used coatings by test facility able to reproduce pick-up formation at different temperatures under semi-industrial conditions and by industrial trials.
Authors: Nicoletta Zacchetti, Rina Consulting – CSM; Jean Michel Arbiol, ArcelorMittal; Dr. Marc Blumenau, thyssenkrupp Steel Europe; Louis Bordignon, CRM Group; Andrea Chierichetti, Flame Spray; Dr. Jessica Schindhelm, Emanuel Thienpont, Tuncer Ümit, BFI; Dr. Tiberius Vilics, LWK PlasmaCeramic.
Furnace rolls in continuous annealing and galvanizing lines (CAL and CGL) processing high strength steels (HSS) are mostly coated with thermally sprayed cermet powders. Mandatory properties for such coatings are to have high resistance against wear, thermal shock, and formation of pick-ups of matter from the steel strips (iron particles or oxides) that sticks and builds-up on the roll’s surface. Once formed, the pick-ups can mark/dent or form pits on the steel strip thus effecting product quality [1]. The maintenance of the hundreds of rolls working in the lines consists in either machining their surface or changing them for wear and pick-up issues as well as for losing their shape.
The rolls affected by pick-ups can be in the heating and soaking zones, where the temperature ranges between 750°C and 850°C, or in the cooling and over-aging zones where the temperature is typically under 500°C. In all zones the furnace is kept under a reducing 5-7% H2-N2 atmosphere, with a dew point that can vary between -50°C and -20°C. According to the position of the rolls in the furnace, the pick-up type and formation mechanism is different.
Major pick-up issues on industrial lines occur on rolls in the lower temperature zones, where mainly iron pick-ups are formed. This pick-up type is essentially related to the friction between the rolls and steel strip and is rather severe because a sintering process occurs between the iron fines and the metal matrix of the cermet coatings (i.e., Co or Ni) causing micro-welding of the pick-ups [2, 3].
For rolls in the higher temperature zones, pick-ups are made of sticky spinel phases (i.e., MnCr2-O4-, Mn1.5-Cr1.5-O4, MnAl2O4, etc.) [3, 4, 5, 6] formed by the chemical reaction between the selective oxidation of alloying elements (MnO, SiO2, etc.) covering the strips, and the surface layer of Cr2O3 and/or Al2O3 on the cermet coated rolls. When such oxide pick-ups are smooth and have a continuous morphology, they are not detrimental for the processing coils, otherwise they can strongly affect their surface quality.
More critical problems regarding oxide pick-up formation are due to automotive industry demands for the development of ever more high-strength, high-ductility steel grades characterised by high manganese and silicon contents and when adopting higher line speeds needed to increase the productivity [3, 4, 5].
In this paper are presented some of the results from NoStickRolls Project funded by EU, aimed at extending the service life of furnace rolls and improving steel strip’s quality towards wear and pick-ups defects in view of the challenging operating conditions of CAL and CGL processing AHSS with high Mn and Si content. Experimental work is focused on acquiring knowledge on trends of roll coating features that inhibit mechanical and/or thermochemical interactions with HSS. Improved wear and pick-up resistant coating solutions for both low or high temperature applications are proposed by combining cermets or ceramics new for the application and advanced deposition technologies. Pick-up behaviour of new coating solutions is evaluated and compared to currently used cermet coatings by in-house developed testing facilities able to reproduce pick-up formation under simulated or accelerated industrial process conditions at different temperatures. Validation of the performance of the best coatings is carried out by industrial trials.
Roll Coatings for high temperature applications
The design of coatings to be applied on furnace rolls working in the heating and soaking zones was defined according to previous results achieved from pick-up formation study at high temperatures on Cr3C2-NiCr, Al2O3-Co (Cr, Al, Ni, Nb) cermet coatings [3]. To reduce the formation of sticky spinels, the chemical interaction between Cr2O3 and/or Al2O3 from the coating, and MnO from the strips must be suppressed. Therefore, cermets with a metal binder containing mainly Ni and/or Co should be preferred. Results also showed that Cr and Nb (metallic or carbides) in the cermet coatings partly react in the typical annealing atmosphere (5-7% H2/N2, DP < -30°C) and are transformed into nitrides. It is therefore suggested to directly incorporate in the coating stable nitrides by a controlled nitriding process aiming to transform partially Cr and CrC into CrN hard phases. Moreover, ZrO2 and other stable oxide (i.e., Al2O3, Y2O3) coatings have shown not to react with the selective oxidation layer on steels.
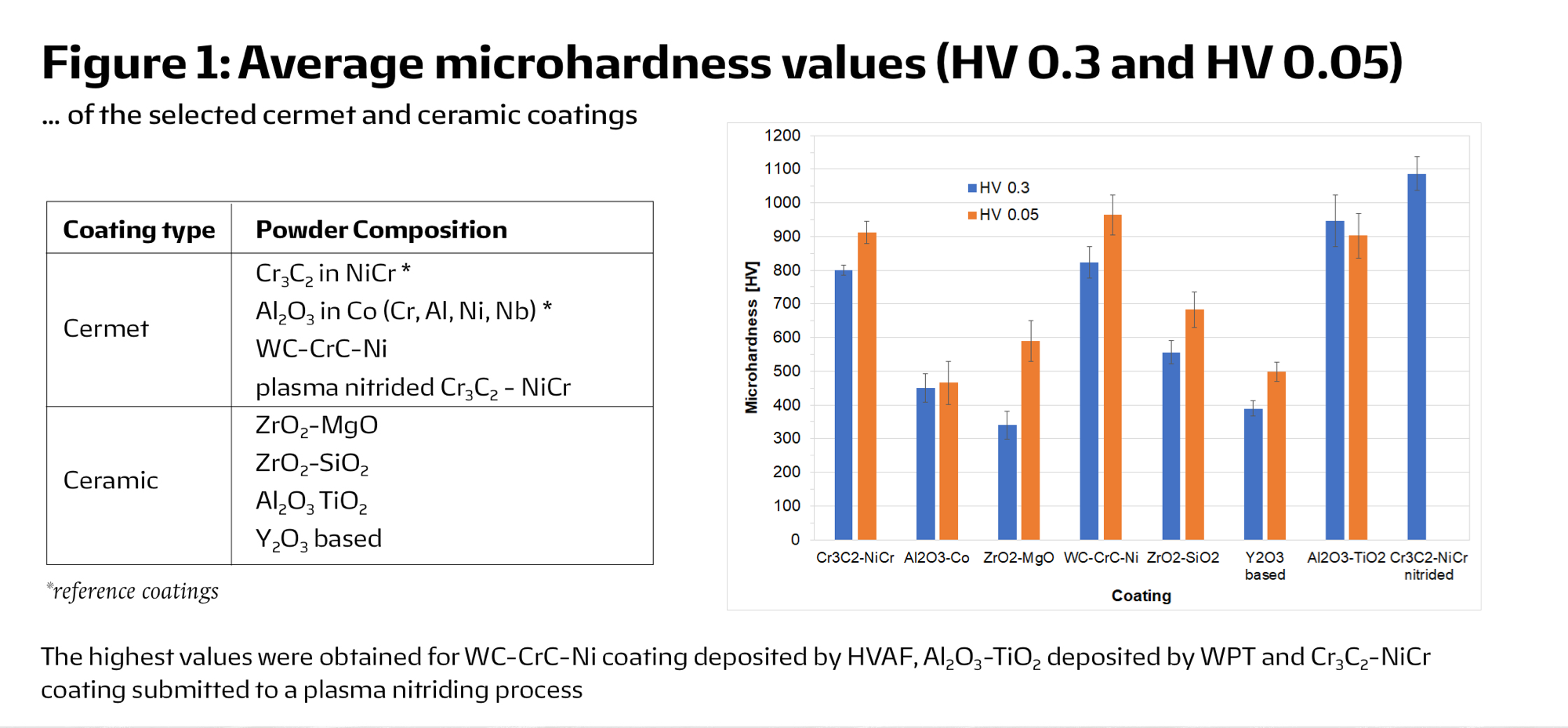
Figure 1
The coatings that appeared to have the best characteristics, in terms of hardness (Figure 1) and ability to inhibit surface reaction at high temperatures with the selective oxidation layer on strips were selected for validation by Roll Strip Interaction (RSI) tests: i) the conventional Cr3C2-NiCr cermet coating submitted to a plasma nitriding process in N2 atmosphere at 550°C to form uniform CrN phases for its surface hardening; ii) the hard Al2O3-TiO2 ceramic coatings with appropriate bond and intermediate layers to increase coating adhesion and avoid mismatches forming stresses responsible of coating cracking and spalling. To produce high quality oxide coatings a modified atmospheric plasma spraying (APS) process that utilizes a water stabilized plasma torch (WPT) was used. This process involves highly energetic plasma that originates from water instead of the usual gases like H2, He or N2.
Test rolls with an overall size of 1200 mm length, 300 mm diameter were coated on a 230 mm long area with the selected coatings for testing by the Roll Strip Interaction (RSI) test bench where strip-roll contact conditions can be simulated under semi-industrial conditions and compared to the test roll with the reference Al2O3-Co base cermet coating. The effect of coating roughness was also tested during the RSI trials by either keeping the as-sprayed surface condition or submitting the coating to surface grinding. The coated area of Cr3C2-NiCr coating was ground on some areas (Ra < 1 µm) and in another was kept as-sprayed (Ra ~ 5 µm), whereas the whole coated area of Al2O3-TiO2 ceramic coating was ground to a Ra value < 1 µm (Figure 2).
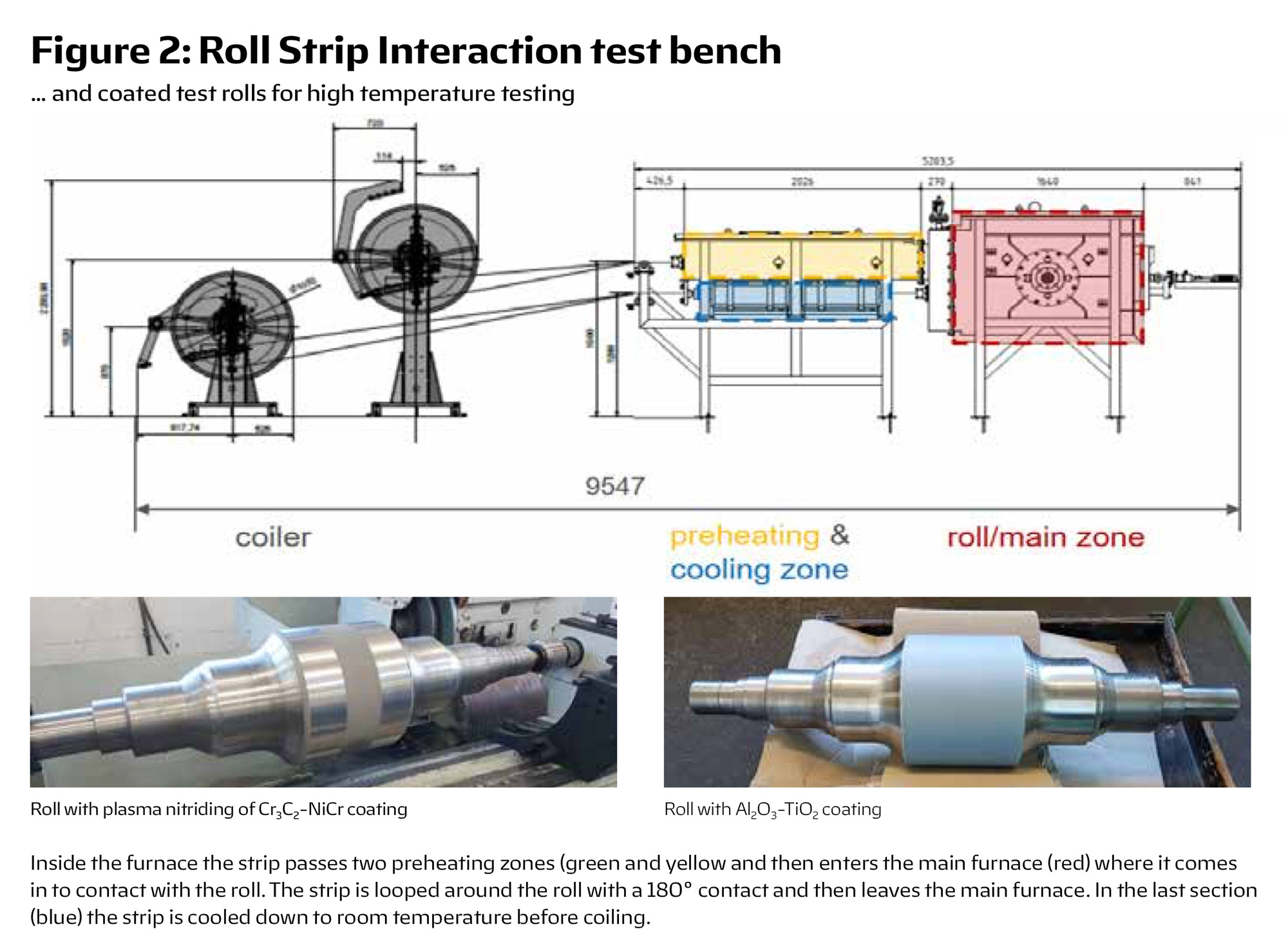
Figure 2
The RSI has three furnace zones: preheating zone (up to 850°C), main/roll zone (up to 1100°C) and water- or air-cooled cooling zone. To simulate the semi-industrial conditions of continuous annealing, the furnace was operated with gas containing 5% H2 and 95% N2. The volume flows were 0.3 m³/h H2 and 6 m³/h N2. The adjustable strip speed was set at 0.1 m/min. Dwelling time in the furnace (from entering to roll) is 15 minutes. The strip force was set up to 1 kN. For RSI tests the roll has a diameter of 300 mm and the baby coil a width of 200 mm. Inside the furnace the strip passes two preheating zones (green and yellow in Figure 2) and then enters the main furnace (red) where it comes in to contact with the roll. The strip is looped around the roll with a 180° contact and then leaves the main furnace. In the last section (blue) the strip is cooled down to room temperature before coiling.
Three coated rolls, one reference roll with the Al2O3-Co base coating and two rolls with the new coatings were tested against a HSS steel with the RSI facility.
The process conditions (temperature, atmosphere, dew point, strip speed and tension) were monitored and measured in all the trials. In general, all values were stable after a short ramp up time, with exception of the dew point that decreased during each trial, with an average dew point of -24°C reached over the entire test campaign.
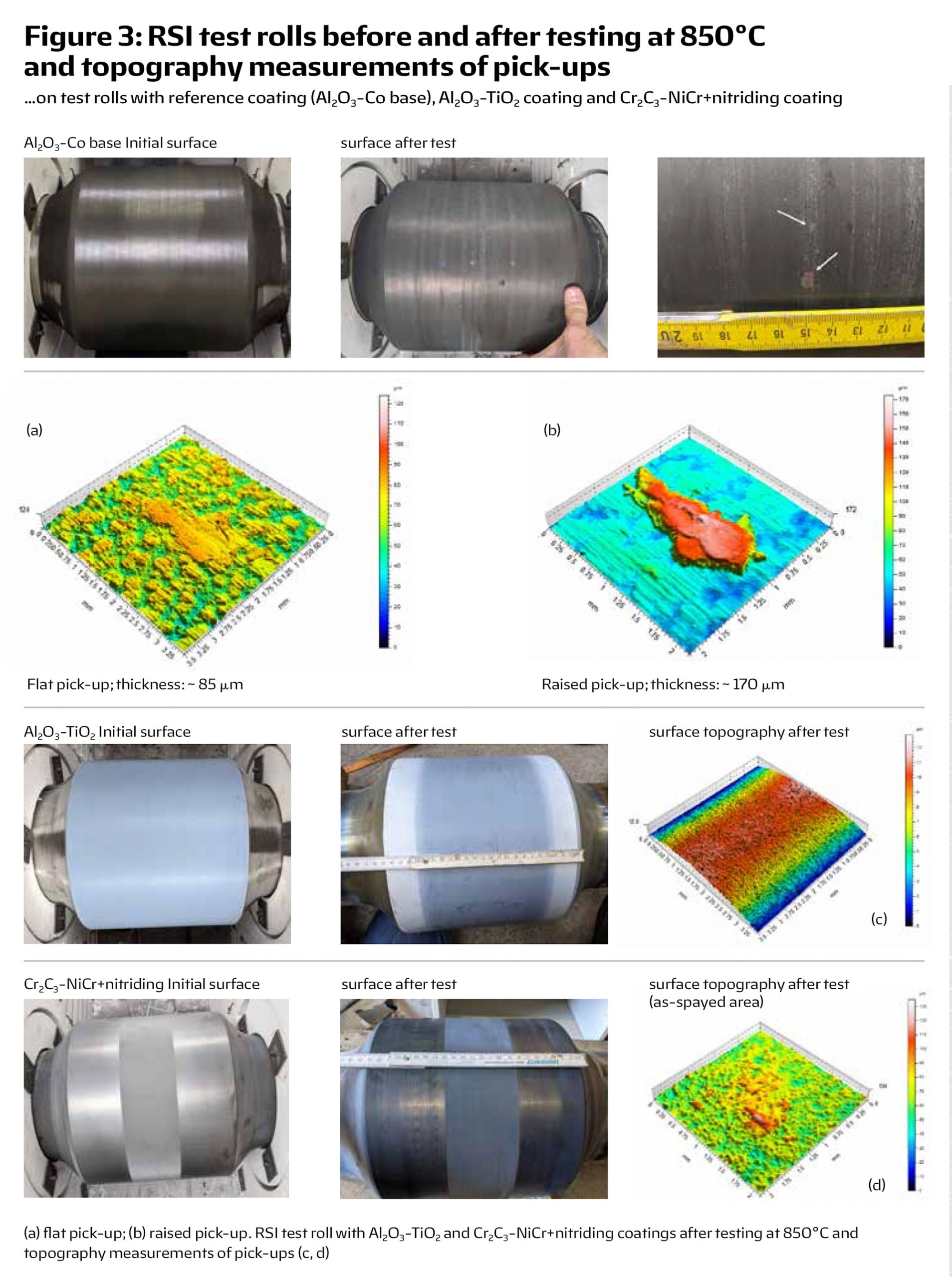
Figure 3
The reference cermet coated roll was initially tested at 450°C in N2/H2 atmosphere: after 1069 minutes no pick-up building was detected on the roll surface. Trials were carried out also at 850°C: after 872 minutes two sorts of large pick-ups were detected (Figure 3): flat ones (topography Figure 3-a) and raised ones (topography Figure 3-b). Samples of the pick-ups were scraped off the surface and analysed. The pick-up material mainly consists of oxidised HSS steel strip elements.
Figure 3 shows also the Al2O3-TiO2 and Cr2C3-NiCr+nitriding coated roll’s surface before and after testing and topography measurements. The smooth multi-layered Al2O3-TiO2 ceramic coated roll had no pick-ups (topography Figure 3-c) after the roll passed 1504 minutes in N2/H2 atmosphere at 850°C. After 1463 minutes in N2/H2 atmosphere at 850°C, the plasma nitrided Cr3C2-NiCr coated roll formed some small pick-ups (topography Figure 3-d) with diameter up to 1 mm on the as sprayed area, whereas hardly any pick-ups were detected on the ground areas.
Roll Coatings for low temperature applications
The design of coatings for rolls working in the cooling and overageing zones was defined according to the results achieved from the low temperature friction tests able to reproduce and study pick-up formation on currently used cermet coatings: Cr3C2-NiCr, Al2O3-Co (Cr, Al, Ni, Nb) [3]. It was considered that at temperatures lower than 500°C chemical interactions cannot occur between rolls and strip oxides, as kinetics is too slow, and so to reduce the mechanical interaction, coating’s surface roughness should be as low as possible. Moreover, to avoid metal-metal sintering the amount of metal in the coating must be limited. In principle, a smooth and hard oxide coating should contrast sintering of Fe particles, but also a dense cermet coating with a high ceramic/metal binder ratio is expected to be suitable.
The proposed cermet coating is a WC-CrC-Ni (73%-20%-7% in wt%) powder having only 7% metal binder and being a Co free metallic matrix, it also complies with the latest REACH regulations [7]. The coating was deposited by HVAF (High Velocity Air Fuel) which has the advantage of operating at lower temperature compared to standard HVOF (High Velocity Oxygen Fuel) and this prevents overheating of the powder material, so cermet coatings have very low oxidation, high density, and a more uniform dispersion of ceramics in a highly dense metallic matrix. These features improve hardness and wear resistance, as well as coating adhesion for assuring better structural integrity. This coating appears to have the best characteristics, in terms of hardness (Figure 1) and features able to supress iron pick-ups and was therefore selected for validation in industrial lines.
Industrial furnace rolls for the overageing zones of both the CAL and CGL were coated: the coated roll for the CAL maintained the as-sprayed surface roughness Ra of 4.3 µm; the coated roll for the CGL had a finishing treatment to obtain a surface roughness of 3.4 µm. This latter value is a good compromise considering that coating must be smooth enough to ensure a good strip quality but have some roughness to avoid strip sliding onto the rotating roll.
After 2 years trials in both the CAL and CGL, the surface aspect and roughness profile of the rolls appeared to be as good as that of the currently used reference cermet coatings, in terms of roll marks and/or pick-up occurrences. Improvements of the surface quality of steel coils after testing for such a limited period with only one roll mounted was not easy to be defined. However, a longer service life of WC-CrC-Ni coated rolls respect to currently utilised roll coatings in the overageing zone is expected in the long run, as well as an improvement in the strip quality once a high number of new rolls are mounted in the furnace. The pick-up and wear performance of WC-CrC-Ni coating deposited by HVAF is expected to be far better than both reference cermet coatings due to its higher coating hardness and to the presence of less metal binder limiting sintering with Fe particles.
Conclusions
To avoid the formation of sticky Mn-rich spinel pick-ups on furnace rolls in the soaking zone, cermet coatings should have no or a limited amount of Al and Cr in the Ni/Co based binder or be submitted to a hardening plasma nitriding process. As alternative, a ceramic coating that doesn’t react with MnO while retaining sufficient hardness should be utilised. The semi-industrial RSI tests carried out at 850°C in H2/N2 atmosphere with HSS strip showed that significantly less pick-ups were formed on the as-coated area of the nitrided Cr3C2-NiCr coating indicating that the hardening process has an effect in limiting pick-up formation. No pick-ups were detected on the smoother area of the nitrided Cr3C2-NiCr and the Al2O3-TiO2 coatings. Roughness seems to have an important effect on pick-up formation.
To avoid the formation of Fe pick-ups on furnace rolls in the overageing zone, a smooth and hard coating can reduce the mechanical interaction with the strip. Moreover, to inhibit sintering of Fe that brings to strong adhesion, the metal matrix in the cermet coatings should be as low as possible. WC-CrC-Ni cermet powder deposited by HVAF was selected for industrial validation in CAL and CGL. This roll coating is new for the overageing zones application. After industrial trials, both as-sprayed and surface finished WC-CrC-Ni coatings showed a good performance comparable with reference coated roll. An industrial benefit is expected in terms of both rolls service life and strip quality once a high number of new coated rolls are mounted.
References
1). H. Fukubayashi, Present Furnace and Pot Roll Coatings and Future Development, Proceedings of the 17th International Thermal Spray Conference 2004, 10-12 May 2004 (Osaka, Japan), ASM International, 125-131
2) W. Jarosinski, Thermal Spray Coatings for Hearth Rolls in CGLs Running AHSS for the Automotive Industry, Proceedings of Galvatech 2013, Beijing China 23-27 September 2013
3) N. Zacchetti, J. Arbiol, M. Blumenau, L. Bordignon, A. Chierichetti, E. Thienpont, T. Vilics, “Non-sticking Furnace Rolls for steel products to improve service life and product quality in continuous annealing and galvanizing lines: preliminary study on chemical interactions and pickup mechanism”, Proceedings of Galvatech 2021, Virtual, 20-23 June, 571-580
4) W. Jarosinski, M. Helminiak, Increased Si Content in AHSS Impacts Furnace Roll Coating Selection, Proceedings of Galvatech 2015, Toronto, Canada 31 May – 4 June 2015
5) S. Matthews, B. James, Review of thermal spray coating applications in the steel industry: Part 1: Hardware in steel making to the continuous annealing process, Journal of thermal spray technology. 2010, 19 (6): 1267-1276
6) C-S. Yu, T-S. Huang, J-Y. Huang, M-J. Tseng, Development of Manganese Build-up Resistant Cermet Coating for Hearth Rolls, China Steel Technical Report No. 25, 51-59 (2012)
7) https://echa.europa.eu/it/substance-information/-/substanceinfo/100.028.325
Acknowledgement: The NOSTICKROLLS project (Grant agreement 754144) has received funding from the Research Fund for Coal and Steel. The financial support is gratefully acknowledged by the authors.





