

Specific Aspects of the TMCP+ACC Process
The issue of metallurgical quality of rolled products 60–100 mm in thickness manufactured by means of the TMCP+ACC procedure has a „volumetric“ nature suggesting that there is a need to take into account the impact of hot plastic deformation conditions, intermediate and final accelerated cooling parameters on the formation of microstructure and type of crack formation mechanism under static and dynamic loading across metal thickness.
For example, it is known that the pattern and starting temperature of [6] γ➝α-transformation depends on the microstructural condition of hot-deformed austenite. In turn, the condition of austenite, i. e. the grain size and the number of defects and imperfections of the lattice, depends on the degree [7,8,9] and temperature [10,11] of deformation. The lower the degree and the temperature of deformation, the more limited the possibilities for recrystallization [12], the bigger the grain size and the higher the thermodynamic stability of austenite, and hence the lower the Ar3 point. When the end of hot deformation passes into the (γ+α)-region, and especially when deformation passes are taking place already below the Ar3 point, ferrite is subjected to hardening which results in increased steel strength as well as in reduced ductility and impact energy as a hard-deformed ferrite substructure is created. The degree of through thickness ferrite hard working and thus the steel properties will depend, inter alia, on the degree of deformation penetration into the thickness of semi-finished rolled products, with minimum values attained in the mid thickness of semi-finished rolled products and maximum values in layers close to the surface. Any subsequent AC use further increases the temperature difference and has a direct impact on the qualitative and quantitative characteristics of the final microstructure of heavy plates.
These patterns confirm that when studying the influence of the TMCP+ACC modes on the microstructure and properties of heavy rolled products, the correlation between the components “chemical composition – process parameters – microstructure – mechanical properties” should be considered not for rolled products in general, but for several layers, that should be roughly separated depending on the temperature, deformation, and cooling parameters of the TMCP+ACC process.
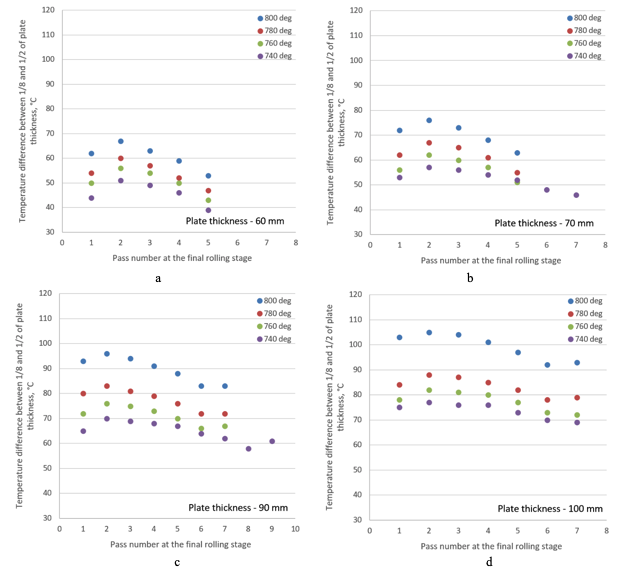
Figure 3. Temperature difference between 1/8 and 1/2 of plate thickness at different endrolling temperatures: a-t=60mm;b-t=70mm;c-t=90mm;d-t=100mm
It should be noted that when selecting the temperature and deformation modes of TMCP+ACC the key objective is to ensure the maximum possible formation of a homogeneous microstructure with a gradual (physically natural) enlargement of the average grain size and/or structural elements of the matrix from the surface towards the center of heavy plate. When developing the temperature and deformation modes of TMCP+ACC for rolled products with high final thickness, specifically for rolled products over 80 mm in thickness, in the temperature range of 740–820 °C, it is important to take into account not only the competing thermal effects of deformation heating and natural cooling of the metal during rolling, but also their different through thickness degrees in rolled products during deformation and in inter-deformation pauses.
As an example, Figure 3 shows the graphs of the per pass temperature difference between 1/8 and 1/2 of thickness of heavy plate with a final thickness of 60, 70, 90 and 100 mm at the finishing deformation stage where the rolling end temperature is 800, 780, 760 or 740 ° C. The width and the length of rolled products of all thicknesses are 3,000 x 12,000 mm. In all cases the temperature difference of the second pass tends to increase which can be attributed to the working conditions of the rolling stand and the measuring equipment. As can be seen in Figure 3a, in production of heavy plates of 60 mm thickness with the temperature at the end of the finishing stage of rolling (Tend roll.) setup 740 °C, the temperature difference between 1/8 and 1/2 of thickness is close to 40 °C. As Tend roll. increases to 800 °C, the temperature difference grows to 55 °C. The analysis of results in Figure 3d, shows that at Tend roll. = 740 °C the difference in 100 mm plates increases to ~70 °C, and when Tend roll. grows to 800 °C, the difference approaches 100 °C, with its maximum at 105 °C during pass no. 2. The patterns shown in Figure 3 have a significant impact on microstructural condition before accelerated cooling which will subsequently affect the level of mechanical properties of steel.
As an example, Figure 4 shows a graph of temperature differences in the direction of thickness of heavy plate with the final thickness of 100 mm during single-stage accelerated cooling. Average calorimetric values were used as the setup parameters of the accelerated cooling process: TAC beginning : 770 ° C, RAC: 5 °C/s, TAC end: 580 °C. Among the results, it is necessary to note a significant increase in temperature differences during ACC close to maximal values ~600 °C, when rolled products leave the accelerated cooling unit. Further heating of surface layers with the heat from central layers smoothly evens out the temperature of rolled products within ~2.0– 2.5 minutes. It should be noted that the curves shown at Figure 4 have a certain statistical confidence interval of values. In order to improve the accuracy of results, NLMK DanSteel is working to adapt the model and take into account the influence of additional external technological and natural factors.
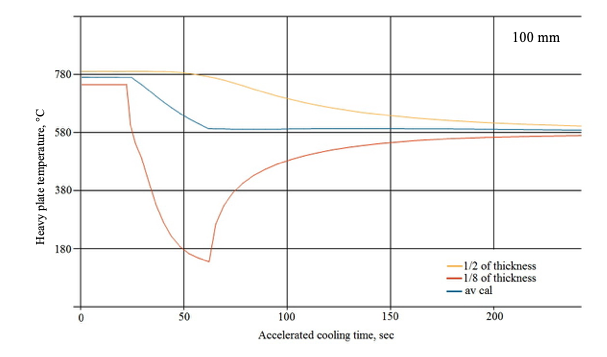
Figure 4. Temperature difference between 1/8 and 1⁄2 thickness of 100 mm heavy plates during single-stage final accelerated cooling





